I see a lot of projects where everyone argues for weeks about breaker brands and cable sizes, but the real problem sits quietly at the very end of the system: the final distribution board. A final distribution board (often called FDB, DB, breaker box, or fuse box) is the last stage of low-voltage power distribution before electricity reaches end loads such as lights, sockets, small motors, and terminal equipment. It takes power from a main or sub-distribution board and divides it into multiple smaller final circuits, while providing protection and isolation for each circuit through devices like MCBs, RCBOs, fuses, and RCDs. In simple words, the final distribution board is where the “last meter” of the electrical system is organized, protected, and made maintainable for the next 10–20 years.
I see a final distribution board as more than a metal box with breakers; it is a standardized, pre-engineered platform that decides how safe, how maintainable, and how flexible the whole installation will be. When it is designed and assembled professionally in a factory, it becomes a stable, tested unit that reduces wiring errors, supports future changes, and gives maintenance teams a clear map instead of a puzzle they must solve at midnight during a breakdown. This is exactly why I focus less on individual parts and more on the full engineered solution and its long-term impact on OPEX.

I often tell clients that the final distribution board is where all earlier design decisions become real. If that last meter is messy, the best upstream design cannot save the project. If that last meter is standardized and documented, even a complex plant becomes much easier to live with. In this article, I will share how I look at final distribution boards, what goes inside them, why purchasing them as complete assemblies makes sense, and why a partner like Fuspan1 can quietly change the economics and reliability of your projects.
What are the components found inside a Final Distribution Board?
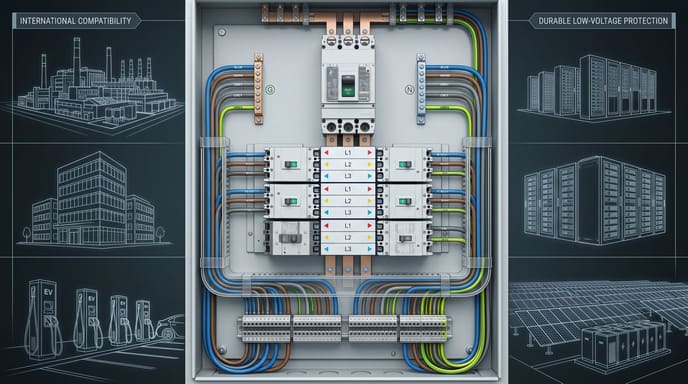
When I open a final distribution board on a project site, I can often tell in ten seconds whether the panel builder thought about long-term maintenance or just rushed to pass an inspection. A proper final distribution board has a clear internal structure that guides the eye: one incoming device, a well-organized busbar system2, neatly arranged protective devices, and all the necessary neutral and earth terminals. It also includes enclosure and accessories that protect users from live parts and give enough space for heat dissipation and future modifications. These basic elements are common across residential, commercial, and light industrial applications, even though the exact ratings and device types may change.
In practical terms, the inside of a final distribution board is a small but complete power distribution system3. It receives power from an upstream board and safely divides it into final circuits, each protected against overload and short-circuit faults. In many modern designs, it also integrates residual current protection for shock risk and sometimes surge protection for sensitive electronics. When these parts are planned as one system, instead of a collection of unrelated devices, the result is a panel that not only works on day one but also remains understandable and modifiable for years.

A typical final distribution board includes several core subsystems that work together. I like to break them down simply, because this helps both engineers and owners see why factory assembly matters.
Core elements inside an FDB
| Element | Simple function | Why it matters in real projects |
|---|---|---|
| Incoming device | Main MCCB/MCB/isolator that feeds and isolates the board. | Defines maximum load, allows safe shutdown during maintenance. |
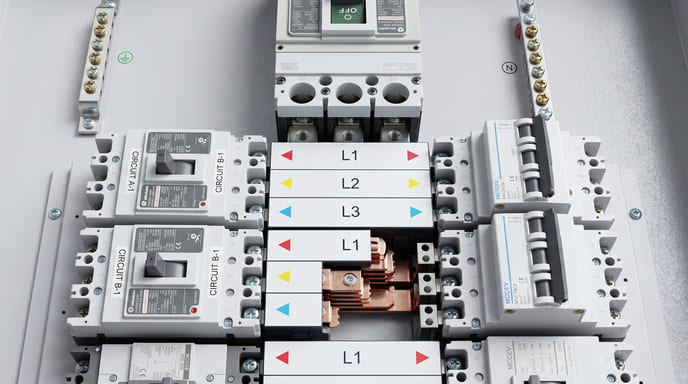
| Busbar system | Rigid copper or aluminum bars that distribute power to breakers. | Reduces wiring clutter, improves reliability, and speeds assembly. |
| Final protective devices | MCBs, RCBOs, fuses for each outgoing circuit. | Protects cables and loads from faults; enables selective isolation. |
| Neutral and earth bars | Common termination points for neutral and PE conductors. | Ensures safe return paths and fault current paths. |
| Enclosure and terminals | Metal or plastic housing, cable entries, terminals, labels. | Gives IP protection, clear identification, and mechanical safety. |
In my own projects, I always push for a clear separation between power paths (busbars and breakers) and wiring paths (outgoing cables). This makes troubleshooting much easier later. If someone can open the door and understand the layout in one minute, that board is doing its job.
Why is it advisable to purchase a Final Distribution Board?
I have met many project managers who thought that buying loose components and assembling boards on site would save money. Later, the same people called me when they had delays, rework, and inspection issues. A factory-built final distribution board changes this pattern. When you purchase a complete FDB, you receive a pre-designed, pre-assembled, and tested unit that meets standards like IEC 61439 for low-voltage switchgear and controlgear assemblies. This reduces technical risk and shifts the workload from site improvisation to controlled factory processes.
A professionally built FDB also gives clear, consistent documentation. You do not just get a box; you get a single-line diagram, component list, labeling scheme, and test reports. This information is what the maintenance team relies on years later when they need to add a circuit or diagnose a fault. In my experience, this is where the real value lies. The cost of a ready-made FDB may seem higher than buying parts, but the hidden savings in time, errors, and future headaches are much larger.

When I think about whether to purchase a complete final distribution board or build it on site, I always look beyond the initial bill of materials. A site-assembled board often depends heavily on one or two technicians’ personal style. If they leave the company, the installation becomes hard to interpret. A factory-engineered board enforces a standard that any qualified electrician can follow. That standard reduces dependency on individuals and helps the owner keep control over the “last meter” of the system.
How a purchased FDB changes project risk
- A factory-assembled board is built under controlled conditions with consistent torque, creepage, and clearance practices, which reduces hidden weaknesses that only appear under fault or heat stress.
- A pre-tested FDB allows functional checks to shift from busy job sites to the factory floor, which shortens commissioning time and reduces the chance of last-minute surprises during energization.
- A standardized layout inside each FDB means that even if future loads change, modifications follow a known pattern, and the risk of wiring mistakes declines sharply.
- A documented and labeled board makes inspections, audits, and future upgrades smoother because authorities and consultants can clearly see compliance and protection coordination.
Over time, I have seen that clients who move from ad-hoc site assembly to purchased final distribution boards start to feel more relaxed during late project stages. They no longer fear that one missing accessory or one wiring error will trap them before handover.
Procuring a Final Distribution Board helps reduce time, labor, and material costs?
When I run through project post-mortems with EPC teams, one theme comes up again and again: “We underestimated the time to assemble and fix panels on site.” Final distribution boards, because they are many and spread across floors and rooms, are a major part of this problem. Procuring factory-built FDBs changes the cost structure. It reduces site labor hours, cuts down on wiring material, and shortens the time from installation to energization. It also reduces indirect costs like rework, overtime, and schedule penalties when late changes occur.
From a pure cost point of view, labor is usually more expensive and less predictable than materials. When an FDB comes pre-wired with busbars and internal connections, the site team only needs to fix the enclosure, connect the incoming feeder, and terminate outgoing cables. This work is faster and simpler than building every panel from scratch. The result is a more stable project budget and less pressure on the site supervisor.

I remember one commercial complex project where the owner kept changing tenant layouts until the last month. Because we used modular, prefabricated final distribution boards, we could adjust outgoing circuits and spare ways with minimal extra wiring. There was almost no night shift rework, and the inspection went smoothly. That project convinced me that cost control is not only about buying cheap parts but about reducing avoidable onsite work.
Cost advantages of prefabricated FDBs
| Cost area | Site-built board | Prefabricated FDB | Result in real projects |
|---|---|---|---|
| Labor hours | High: manual busbar and device wiring on site | Lower: mainly mounting and cable termination. | Fewer electricians and shorter working time. |
| Material usage | More cables, lugs, and small hardware. | Optimized busbar and short internal links. | Less copper usage and fewer accessories. |
| Rework and errors | Higher risk due to varied workmanship. | Lower risk thanks to standardized factory processes. | Fewer errors and callbacks after handover. |
| Schedule impact | Sensitive to manpower fluctuation and site delays. | Factory and site work run in parallel. | More predictable milestones and easier commissioning. |
For me, the most important point is that prefabricated FDBs shift value from “hours on site” to “engineering in the factory.” That shift not only saves money but also makes projects calmer and more manageable.
Why Choose Us—Fuspan?
When people ask why they should work with Fuspan for final distribution boards, I never start with a price list. I start with reliability, engineering, and long-term partnership. Fuspan focuses on low-voltage fuse protection, busbar systems, and distribution solutions for both AC and DC systems in new energy and industrial applications. All products follow IEC and GB standards and are manufactured under ISO 9001 quality systems, with 100% testing before shipment to ensure safety and durability. This same approach goes into our final distribution solutions, where we integrate MCCB pan assemblies, busbars, and distribution boxes into coherent, export-ready systems.
At Fuspan, I see my role not just as a component supplier, but as a partner for the “last meter” of power distribution. The engineering team works on pan assemblies, busbar layouts, and enclosure design so that the final distribution boards are modular, easy to install, and compatible with many breaker brands. We support English technical communication, drawings, and documentation, and we manage export projects one by one to maintain delivery accuracy. For clients in Europe, Southeast Asia, South America, and the Middle East, this combination of technical depth and stable production capacity is what makes cooperation smooth and sustainable.

In many projects, I have watched how Fuspan’s prefabricated busbar systems and MCCB pan assemblies transformed the inside of distribution boards. Instead of tangled cables, the boards became neat, symmetrical, and easy to inspect. Color-coded busbars reduced wiring mistakes, and standard pan layouts helped panel builders achieve about 35% faster installation compared with traditional wiring. The clean structure also improved the acceptance rate during FAT and final handover, because inspectors could clearly see IEC-compliant construction and protection coordination.
How Fuspan supports the “last meter”
- Fuspan busbar distribution blocks and vertical busbar systems provide compact, insulated, and customizable current paths that reduce cabling work and support future expansion.
- MCCB and MCB pan assemblies give panel builders a modular base for breakers, with strong mechanical support and optimized heat dissipation for long-term reliability.
- Indoor and outdoor distribution boxes from Fuspan are designed as safe and reliable service entrance and final distribution enclosures for new energy, commercial, and industrial uses.
- OEM/ODM services allow custom mounting structures, terminal blocks, and wiring accessories, which means final distribution boards can match project-specific layouts without sacrificing standardization.
- With IEC-compliant components and ISO-driven quality control, Fuspan reduces the risk of failures and supports long-term operational reliability for overseas clients.
For me, choosing a partner for final distribution boards is not a small purchasing decision. It is a decision about who will stand behind the “last meter” of your system, where failures are most visible and most painful. Fuspan’s focus on engineered busbar systems, pan assemblies, and distribution boxes is exactly about taking responsibility for that last meter.
Conclusion
A final distribution board is not just a metal box with breakers; it is the engineered, documented “last meter” that turns a design into a safe, stable, and maintainable power system.